器有限公司")
為客戶提供量身定制的產(chǎn)品解決方案
全部產(chǎn)品:
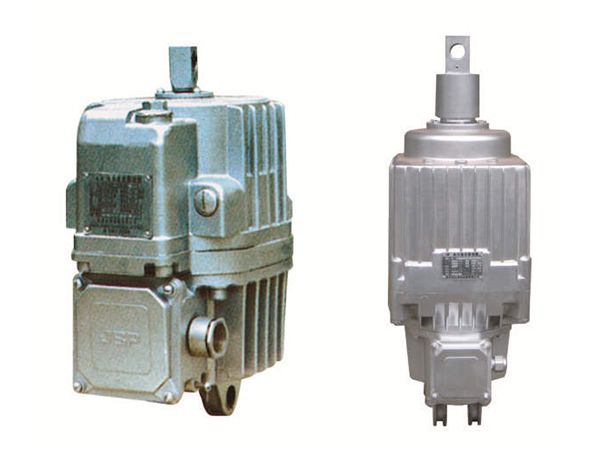
電力液壓推動(dòng)器
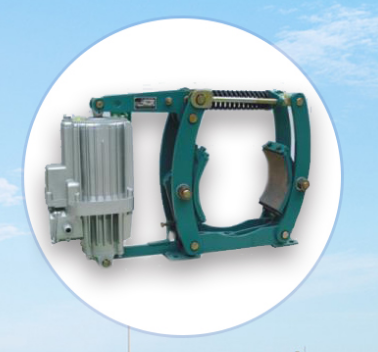
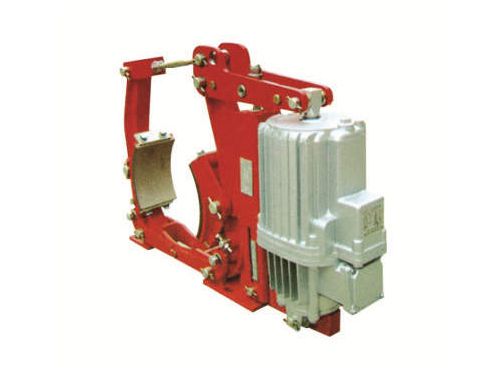
電力液壓制動(dòng)器
電磁鐵鼓式制動(dòng)器
SBD系列液壓鉗盤(pán)制動(dòng)器
STSH液壓失效保護(hù)制動(dòng)器
電力失效保護(hù)制動(dòng)器
氣動(dòng)失效保護(hù)制動(dòng)器
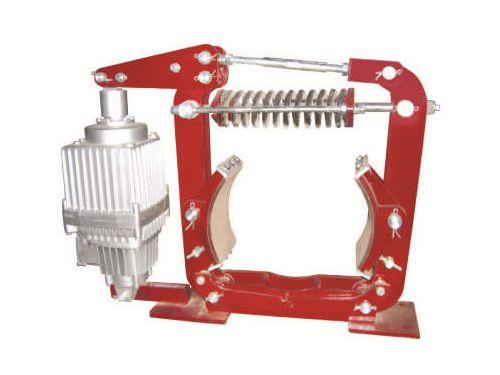
YPZ電力液壓臂盤(pán)式制動(dòng)器
SB系列安全制動(dòng)器
液壓直動(dòng)盤(pán)式制動(dòng)器
QP氣動(dòng)鉗盤(pán)制動(dòng)器
YFX防風(fēng)鐵楔制動(dòng)器
YDGZ液壓頂軌器
DCPZ電磁鉗盤(pán)式制動(dòng)器
風(fēng)電制動(dòng)器
YLBZ液壓輪邊制動(dòng)器
TYW腳踏液壓塊式制動(dòng)器
配件 剎車(chē)片